TEAM J: Paquete Emballeurs
Main Design Concept:
The main inspirations that led to our design are human’s hand. Our hands have incredible number of degrees of freedom that handle wrapping with ease. The design is based on the steps that we, as humans, take to wrap a package. Although we are using a high number of degree of freedom, our package wrapper has the potential of perfectly wrapping a package with sufficient testing and calibrations. The design is very robust and it can also handle wrapping packages of various sizes and weights (not just an empty box) because we avoided a design that required lifting the box. The system consists of various sub-systems that help achieve wrapping packages. These sub-systems are the cutter device, a spray adhesive device, the flaps, the grippers, the movable platform and the side rails . Most of the sub-systems overlap at some point during the wrapping process to attain the ultimate goal of wrapping the package. This system uses several flaps, namely: bottom flap, side flaps and roller flaps. These flaps take care of neatly folding all of the sides.
System Overview:

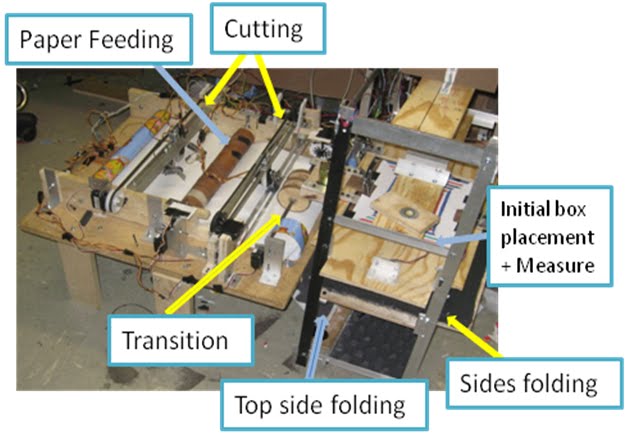
Figure 1. The Entire System
The machine goes through five major stages in order to properly wrap. These stages are:
1) Sensing the dimensions of the packages and then feeds paper accordingly.
2) Cutting the paper.
3) Folding three of the sides.
4) Grippers grab the package and turns it 90 and then 180 degrees to fold the two uncovered sides.
SUBSYSTEMS:
1) Rotary Table: the legs of this table have L‐bracket with grippers attached to
it. It is responsible of moving the 3 grippers by 90 and then 180 degrees. This
is a original part of the system because we use the turntable using one motor
to drive the 3 grippers around.

Figure 2: Rotary table and raised base.
2) Grippers: Two of these grippers are responsible of grabbing a package and orienting it at the desired position for the folding of the remaining two sides. The plan was to use the third gripper to hold the package while taping took place at the opposite side of the package but the role of this grippers changed as we did not need it for the adhesion of the paper. We decided to keep the gripper because it could be used to push the package while the movable platform was carrying a relatively light package. These grippers can automatically adjust to grab a package and fall within the specification provided (Length 5-10’’, Width 3-5’’, Height 1-2.5’).

Figure 3: Gripper and its components
3) Side Rails: It moves the roller flap in the y-direction to completely cover 4 sides
of the package. This particular sub-system is innovative because it uses only one
DC motor to drive two rails and moreover the rails are upside down.

Figure 4. This figure shows the CAD model of the Side Rails
4) Movable platform: The paper is pinched using the bottom flap attached to this platform. In this case, the bottom flap acts as a gripper. Initially we used the solenoids to grip the paper and then move the side rails in the y-direction. Once the paper is pinched using the bottom flap, the movable platform moves in the y direction away from the roll of paper and feeds more paper according to the dimension of the package. We also used this platform to move the package close to the paper cutter to trim the excess paper that resulted when the roller flap folded the paper over the package.

Figure 5. This figure shows the Side Rails and the movable platform
5) Cutter device: It cuts the paper at a fixed location and moves along the x-axis. It cuts both, single and double layer of wrapping paper. The original part of this sub-system is that it gets out of the way of the gripper and it is pretty scary.

Figure 6. This figure shows the cutter device.
6) Spray Adhesive device: This subsystem is responsible of spraying glue to the package and sticking the wrapping paper to the surface of the package. Initially we sorted out ways of affixing the paper to the package that includes spray glue single-sided scotch tape, double sided tape. Spray glue seems to be the best option but we concluded that it was too messy to begin with. Single-sided scotch tape was the best solution as it could be adapted to a solid and robust structure and modify accordingly to the needs. We ended up using the spray adhesive after realizing that the taping device that we develop required too many degrees of freedom and it would required much more machining and time to fully develop it.

Figure 7. This figure shows the spray adhesive mechanism
7) Flaps: There are three types of flaps:
i. Bottom Flap: it is attached to the movable table and it displaces upward to fold the paper from below (Figure 8A)
ii. Side Flap: it folds the paper inward to prepare for folding of the other two sides mainly the top and bottom sides (Figure 8B).
iii. Roller Flap: the roller flap is responsible of doing the initial folding displacing in the y-direction once the paper is cut. It is then rotated downward to fold the edge in the z-direction (see Figure 8C ).

Figure 8A.Figure shows the bottom flap and the movable table

Figure 8B. The figure shows the details of the Side Flap

Figure 8C: This figure shows the Roller Flaps.
Team Members and Responsibility:
Lina Gonzalez: Mechanism Design and Fabrication
Severine Coquoz: Control programming and electronics
Siddhartha Vowles:Control programming and electronics
Rahul Bhat: Mechanism Design and Fabrication
Video:
Video: